|
|
| Les chemins
de Fer à l'époque de la vapeur : |
Retour au
menu
Naissance
d'une locomotive à vapeur
Durant les années 30,
la construction des locomotives à vapeur
est dans sa pleine maturité technique,
et c'est l'époque où les Pacific, les
Mountain, et les machines lourdes pour
trains de marchandises sortent des
ateliers des compagnies ou des firmes
privées renommées. La construction d'une
locomotive est, pour l'époque, ce que l'on
appellerait aujourd'hui de la haute
technologie.
|
L'évolution
du monde de l'industrie ferroviaire en
France
La construction du matériel
roulant est la face ouverte du chemin de
fer sur le monde de l'industrie. Or l'industrie
privée, du moins en France, a toujours
été constructrice des locomotives et du
matériel moteur conçu par les bureaux d'études
des compagnies puis de la SNCF. La
dimension de cette liaison SNCF-industrie,
comme celle des anciennes compagnies d'avant
1938 avec les industries de l'époque,
est une composante économique importante
de la vie nationale de ces 50 dernières
années. L'évolution des effectifs de l'industrie
ferroviaire française est de 35 000
personnes vers 1910, 58.000 vers 1930,
puis chute à 15.000 en 1936. Une
remontée à 44.000 en 1950 est due à la
reconstitution du parc de matériel
roulant SNCF détruit, puis une longue et
lente descente de ce nombre durant les
années 1960 à 1990 marque la saturation
nationale du marché, la recherche de
débouchés vers l'exportation (Chine,
URSS, etc.), mais correspond aussi à une
productivité accrue, passant de 135.000
à 358.000 tonnes et 378 millions à 3207
millions de francs entre 1958 et 1973. Au
début du siècle, la puissance
industrielle des Etats-Unis permettait de
livrer 5000 locomotives par an, pour l'Allemagne
le chiffre était de 2000 et pour la
France de 400.
|

La fonderie
La fonderie est une partie
importante des ateliers. Une locomotive
comprend un certain nombre de pièces
venues de fonderie (bloc-cylindres,
glissières, et même le châssis entier
pour les Etats-Unis). Il faut en
général 2 jours de travail pour obtenir
une grosse pièce de fonderie : 1 jour d'emmoulage
et de fabrication des noyaux, 1 nuit de
séchage, 1 jour de remoulage et de
coulée), mais pour le bloc-cylindres
complexe de locomotive compound, le
délai peut être de 4 jours. Les
colliers d'excentriques, les chapes de
bielles, les crochets de traction sont
par contre des pièces forgées.
La chaudronnerie
La chaudronnerie est l'autre
partie importante. Les chaudières,
foyers, cabines de conduite et surtout
les longerons de châssis sont obtenus à
partir de pièces en tôle embouties et
pliées sur des matrices en fonte (usines
performantes type Etats-Unis) ou par un
travail manuel de chaudronnier (Europe),
ou roulées à la machine à cylindrer.
Une chaudière peu complexe peut être
terminée en 1 jour, mais une chaudière
de Pacific compound, très complexe,
demande une semaine.
|
Les machines-outils
Des mécaniciens travaillant
sur des machines-outils fabriquent des
pièces, ou les terminent si elles
viennent de moulage. Le fraisage du plat
des bielles d'accouplement, l'évidement
des corps de bielles par perçage, le
rabotage des glissières guidant les
tiges de piston, l'alésage des roues au
tour, voilà les principales opérations
effectuées sur machine-outil.
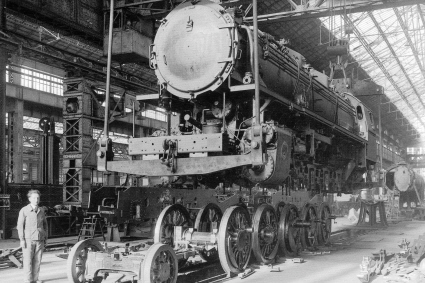
Le montage
C'est la phase finale où
toutes les pièces venant des parties
spécialisées des ateliers sont
assemblées dans le grand hall pour
donner une locomotive. Une Pacific 4500
du PO demande 38 jours de montage (délai
réduit à 13 jours à la fin de la
série une fois les ouvriers et les
équipes spécialisées entraînés). Les
locomotives-tender du PLM ont demandé 6
semaines dans les usines de Hanovre en
Allemagne. Le montage commence par la
"descente" du châssis (teminé)
sur les roues avec l'aide d'une grue
roulante, puis l'installation du
mouvement (cylindres, embiellage), puis
la pose du corps cylindre avec son foyer
déjà assemblé, et enfin celle de l'abri.
|
|
mmmmmm
mmmmmmm mmmmmm mmmmmm mmmmm mmmmm mmmmm mmmmm
mmmmm mm mmmm mmm mm
|
|
|

